

在消費性電子產品的產業中,產品的生命週期通常不長,3-5年內就會有汰舊換新的情況發生,這也造就了Time to Market的能力與優勢,許許多多的新創產業就在此中萌芽發展。然而轉換到汽車產業,新技術往往不會放入最暢銷的車款上,而是把最成熟、可靠度品質最佳的產品導入。
該如何提升電子產品可靠度? 從國際規範SAE J1211與ISO 26262都強調的規格需求與驗證結果-V型曲線(參見圖一)來探討,解析汽車電子零件/元件設計與驗證要點

<圖一:汽車電子零件/元件設計與驗證流程 (資料來源: SAE J1211)>
國際可靠度品質車規驗證五大步驟
當車廠要開發一個產品與功能時,將會定義系統功能->子系統功能->該採用的電子控制單元(ECU)->需要使用的半導體元件,規格由左至右、由上而下;但在進行驗證時則需由下而上,一步一步完成驗證需求,正所謂「基礎不牢,地動山搖」,從最源頭確認品質起,將會是產品達到高可靠度的不二法門。如不遵循V型曲線,當產品發生失效狀態下,就無法釐清是上一段產品問題,還是製程問題,或是自己設計不良所導致。
Step 1:Component level - 主動元件(IC)符合AEC-Q100需求、離散元件符合AEC-Q101、LED符合AEC-Q102(2017年新版)、多晶片模組MCM符合AEC-Q104要求(2018年新版) 、被動元件符合AEC-Q200
Step 2:PCB level -印刷電路板(以下簡稱PCB)通過IPC-6012DA驗證
Step 3:Board level - 考量元件上板後的焊點可靠度(BLR, Board Level Reliability)
Step 4:Board level - PCBA製程品質驗證確認
Step 5:System level -從系統模組到Tier 1 / 品牌車廠的標準規範
(一)Step 1: Component level: AEC-Q系列
對車用ICs可靠度驗證而言,美國在1994年即由克萊斯勒(Chrysler)、福特(Ford)以及通用汽車(GM)三大汽車廠發起成立汽車電子委員會(Automotive Electronics Council-簡稱AEC)。AEC建立車用電子零組件的品質控制標準,符合AEC規範的零組件均可被Chrysler、Ford與 GM三家車廠同時採用,因而促進了零組件製造商交換其產品特性數據的意願,並推動了汽車零件通用性的實施,為汽車零組件市場的快速成長打下基礎。
近年來國際車廠於安全相關的ECU上,將AEC-Q100制定為強制性的主動元件需求,AEC-Q200詢問度亦逐步提高,未來也會轉化為強制性的需求,筆者呼籲廠商可提早因應。對於LEDs Component, AEC也於2017年頒布了AEC-Q102,已成為車用LED的聖經。
(二)Step 2: PCB level- PCB板通過IPC-6012DA驗證
印刷電路板(Printed circuit board,簡稱PCB)是主被動元件的溝通橋樑,當元件故障時可透過Re-work更換,但不可能移除所有元件後再更換PCB,因此不得不說PCB為汽車電子零組件中的關鍵零件。
車用PCB以往並無特殊的驗證手法,多遵照IPC-6012進行驗證,由於車用電子市場的崛起,PCB製造業者積極搶食這塊大餅,IPC(國際電子工業聯接協會,簡稱IPC)不得不重視此問題,特別於2016年頒布了首份針對車用PCB的驗證及允收規範IPC-6012DA,其中包含了溫度衝擊耐久試驗(Thermal shock endurance Testing)、高溫耐久試驗(High Temperature Endurance Testing)、高溫高濕儲存試驗(High Temperature & Humidity Storage Testing)、陽極細絲導通試驗(Conductive Anodic Filament,簡稱CAF Testing)、表面絕緣電阻試驗(Surface Insulation Resistance,簡稱SIR Testing)…等。這份也成為車廠與Tier 1對於PCB可靠度驗證的重要參考法規。
(三) Step3: Board level-車用元件上板後的焊點可靠度(板階可靠度測試,Board Level Reliability,簡稱BLR)
板階可靠度(BLR),是國際間常用來驗證IC元件上板至PCB之焊點強度的測試方式,是目前手持式裝置常規的測試項目。而隨著汽車電子系統的複雜度提升,更多的IC元件被運用在汽車內,BLR遂逐步成為車電重要測試項目之一,不僅汽車Tier 1主要供應鏈對此制定專屬驗證手法,令人注意的是AEC汽車電子協會近期最新出爐的AEC-Q104,明確定義了車用電子的板階可靠度試驗(Board Level Reliability)項目,雖然項目僅有BLR TCT(溫度循環)、Drop(落下)、Low Temperature Storage Life(簡稱LTSL)、Start Up &Temperature Steps(簡稱STEP)等,尚未能完全貼近Tier 1的客戶規範,但卻是車用板階可靠性通用
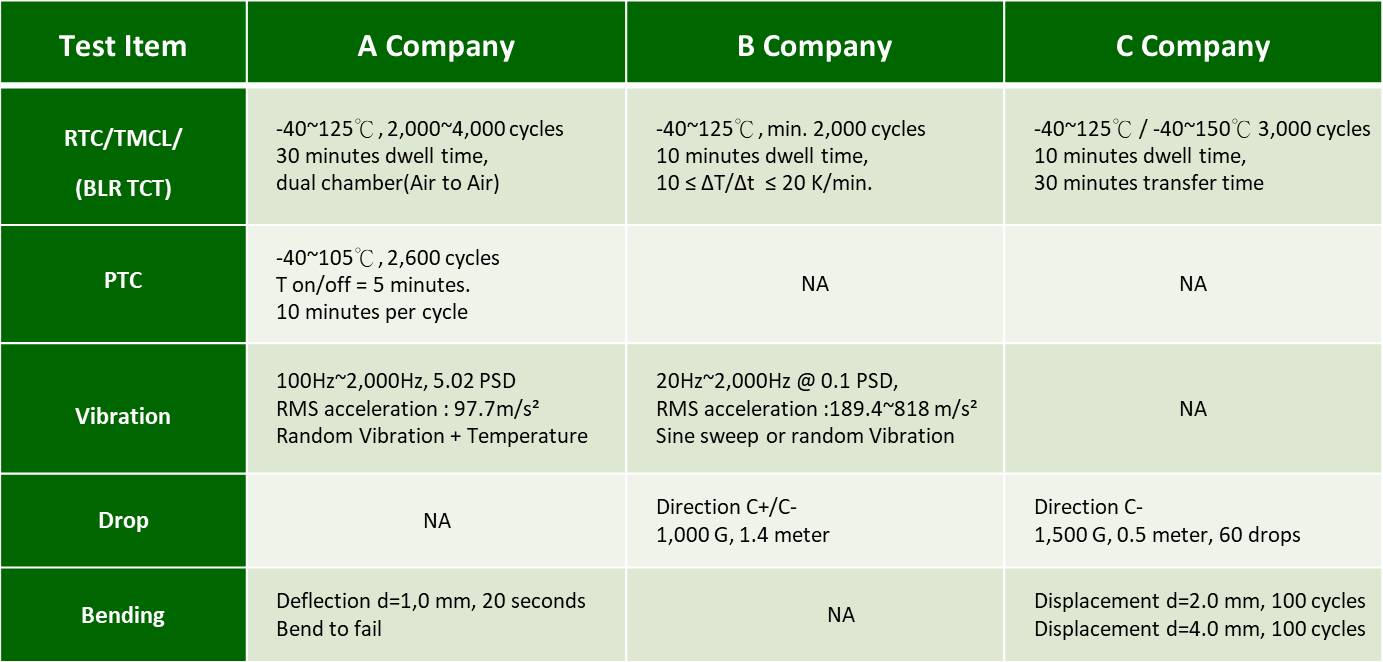
<圖二: 汽車Tier 1大廠Board Level測試需求>
(四) Step 4:Board level - PCBA製程品質驗證確認
歐盟2006年7月開始實施RoHS,在電子產品上限制使用鉛(Pb),含量需小於1000 ppm。在當時電子產品使用錫鉛銲錫已經超過50年以上歷史,導入無鉛製程中,無論設備、測試方法、產品品質與可靠度等議題必須重新進行檢視與確認。焊接材料從錫鉛轉為無鉛錫膏後熔點由183℃提升至217℃,溫度的提升導致焊點硬度變硬、變脆、耐疲勞性差,焊點缺陷多容易造成錫鬚等問題,因此掌控製程良率的難度大幅提升。當時因醫療、國防、車用電子的應用上,對於可靠度需求極高,所以導入的腳步較消費性的電子產業慢很多。
在2007年版的AEC-Q100 Version G尚未有無鉛(Pb Free)的驗證需求,不過AEC在2009年發布了Q005(PB-FREE TEST REQUIREMENTS),正式面對了無鉛製程的轉換;且2014年在進行AEC-Q100的改版作業中(Version G->H),加入了無鉛測試的驗證要求包含了焊錫性測試(Solderability)、焊錫耐熱試驗(Solder Heat Resistance)以及錫鬚試驗(Tin Whisker),從此汽車電子毅然而然跟上環保的腳步。
而廠商在消費性電子產品導入無鉛過程中,累積了非常多的經驗,克服了各式各樣的難關,因此在進入車用的階段相對有經驗,下圖三為車用無鉛驗證流程圖。

<圖三:車用無鉛驗證流程圖(資料來源:德凱宜特實驗室)>
近年來不只車載資訊系統導入無鉛的製程,也包含國際Tier 1廠商開始針對ABS、SRS的安全功能關鍵ECU進行驗證,這也代表站在最高可靠度殿堂上的汽車產業,對於人身安全核心的電子零組件已將無鉛製程的可靠度達到另外一個境界了。(五) Step 5:System level – 從系統模組到Tier1 / 品牌車廠的標準規範
系統模組的驗證需求大致可區分為三個階段:
- 求生存:此時公司正面臨生死存亡的關鍵時刻,能將產品用最低價最快速的方式投入市場才能足以生存,在這個階段並無品質與可靠度可言。
- 副廠品牌:公司已有所規模,想要逐步建立品牌價值,這時多參考國際車用規範進行品質驗證,而業界最普遍且通用性最廣的則為ISO 16750(繁體版CNS 15481、簡體版GB/T 28046、日文版JASO D014),內含四大類的驗證,電性負載、機械負載、氣候負載、耐化學溶劑負載。
- 車用正廠零組件:此時唯有通過車廠廠規或是Tier 1廠規,並無其他二路可選。

德凱宜特顧問團隊提供專業諮詢,讓所有在產品驗證上遇到的問題都能迎刃而解 PROBLEM SOLVED!
如需更深入的相關資訊或服務,歡迎來信至諮詢信箱 📧 sos@dekra-ist.com


